Novinka v oblasti laserového svařování kovů – mobilní ruční laserová svařečka. Tato neuvěřitelně progresivní technologie je zejména vhodná pro svařování tenkých kovových materiálů do síly cca 4 mm. Největší výtěžnost této technologie je při svařování delších svarů na tupo, rohových vnitřních i vnějších. Svařečkou lze dělat tenké pohledové svary s minimálním tepelným zatížením svařovaných dílů. Základní rozdíl mezi TIG a ruční laserovou svařečkou – 3 mm/s proti 30 mm/s.

Ruční laserové svářečky LARISA
Laser má v porovnání s konvenčními metodami nesrovnatelně lepší výsledky při svařování tenkých materiálů. Největší rozdíl v rychlostech svařování je do 2 mm. Například u 1mm nerez lze při reálném nasazení ruční laserové svařečky počítat s rychlostí svařování 40 – 50 mm/s. Pro srovnání je rychlost svařování technologií TIG cca 3mm/s. Dodáváme technologii včetně servisní podpory, školení a konzultace bezpečnosti, která je u laserové technologie nezbytně nutná.
Výhody svařování laserem
- Nízké vnesené teplo a deformace svařovaných součástí
- Pravidelný, hladký svar s nízkou porozitou
- Vysoká stabilita procesu při vysokých svařovacích rychlostech
- Optimální technologie pro automatizaci
- Možnost svařování konvenčně nesvařitelných materiálů


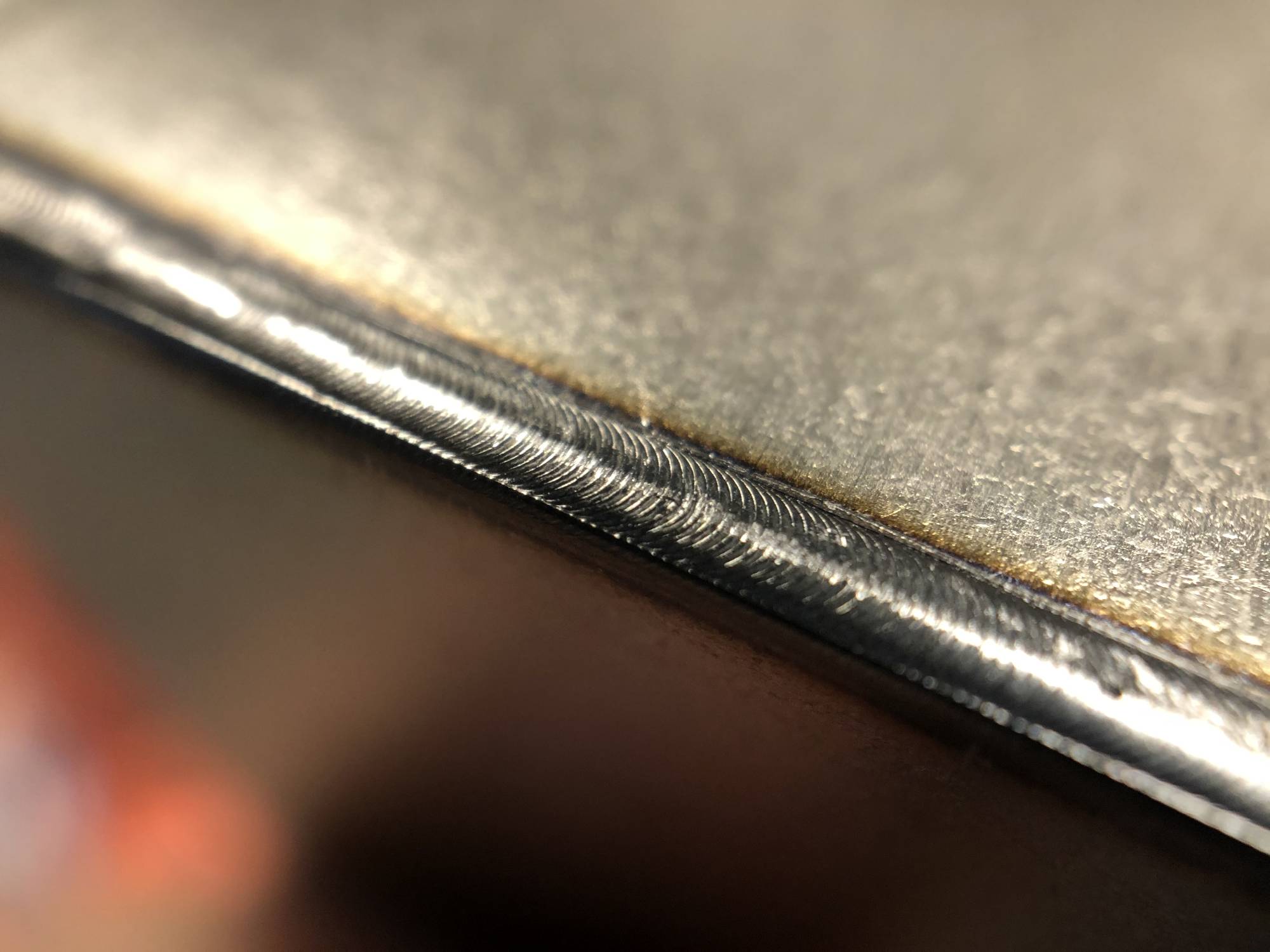
Čistota laserového svaru
Efektivita laserového svařování netkví pouze v rychlosti vytváření svaru. Má i spousty dalších výhod.
Nespornou výhodou je například čistota a tvar svaru. Zatímco u jiných metod se musí svary následně čistit a brousit, s laserovou technologií lze dosáhnout čistého svaru s lesklou kovovou barvou již při jeho vzniku.
Logicky z toho vyplývá úspora času nejen v několikanásobné rychlosti svařování, ale i v čase za následné broušení a čištění. Na výsledný vzhled svaru má vliv kombinace laserové optiky, výkonu, rychlosti svařování a způsobu ochrany svaru.
Abychom byli objektivní, je třeba se bavit i o úskalí laserové technologie.
Důležitým bodem je bezpečnost související s laserovým zářením. Jde však o jednorázový náklad ošetření pracovního prostoru, který se z pravidla řeší při instalaci technologie. Ochrana svařovacího procesu podléhá bezpečnostní normě ČSN 60825.
Druhým podstatným bodem je příprava dílů před samotným procesem a jejich spasování. Laserová technologie je velmi přesná, proto vyžaduje stabilní přípravu a spasování před svařováním.
Rychlost laserového svařování
Zásadním parametrem u laserového svařování je rychlost. Oproti ostatním svařovacím technologiím je tento parametr nejvíce výrazný. Svařovací rychlosti laserovou technologií se pohybují v metrech až desítkách metrů za minutu. Pro základní orientaci svařování uhlíkových ocelí lze vycházet z těchto parametrů.
2 kW – 2 mm průvar – 2 m/min
Se zvyšujícím se výkonem lze zvyšovat úměrně rychlost laserového svařování anebo hloubku průvaru. S tenčími materiály lze snižovat potřebný výkon laseru anebo zvyšovat rychlost zpracování. Například 2 mm silnou ocel lze svařovat laserem od 500 W.

Základní orientace v oblasti laserového svařování
Laserové svařování patří k moderním metodám spojování různých kovových i nekovových materiálů. Řadí se do skupiny tavného svařování. Je to bezdotyková metoda a k natavení materiálu se používá laser. Touto metodou se získá nerozebíratelné spojení součástí. Laserové svařování je metoda svařování, kde není potřeba přídavný materiál. Laserové svařování může probíhat v atmosférických podmínkách i v ochranné atmosféře.
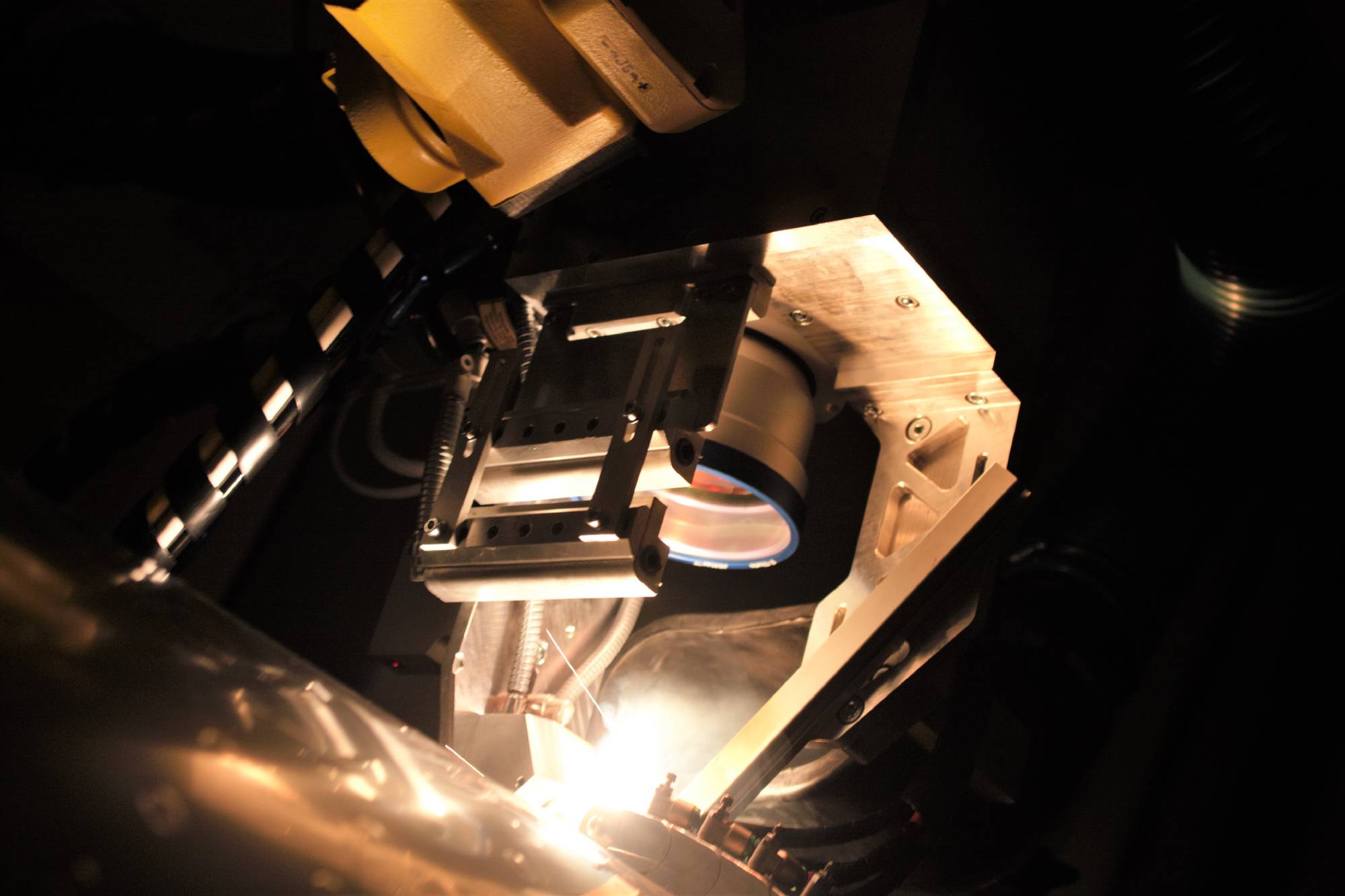
Základní princip laserového svařování
Během laserového svařování je laserový paprsek zaostřen na povrch součásti. Dochází k roztavení a promíchání materiálů podél místa spojení a následným ochlazením se vytvoří svar.

Hluboké svařování laserem
Hluboké laserové svařování je také označováno jako svařování klíčovou dírkou, anglicky keyhole. Pro tuto metodu svařování je potřeba velmi vysoký výkon (1 kW/mm2). Laserový paprsek je zaostřen na povrch svařovaného materiálu a v místě dopadu taví a odpařuje kov. Roztavený materiál je vytlačován párou ven a vzniká úzký a hluboký otvor – klíčová dírka (keyhole). Roztavený kov proudí kolem klíčové dírky, tuhne po stranách a vytváří se hluboký úzký svar. Pára vznikající během tohoto procesu je ionizovaná a nazývá se plazma. Vzniklé plazma je schopno absorbovat energii laseru a tím zvýšit efektivitu zpracování materiálu. Hloubka svaru může být až desetkrát větší než šířka svaru.

Kondukční svařování laserem
Kondukční svařování nebo také svařování vedením tepla funguje na principu natavení materiálu v místě spojení a ochlazením vznikne svar, který není potřeba dále upravovat. Teplo se šíří na základě tepelné vodivosti materiálu. Hloubka svaru se pohybuje v rozmezí desetin milimetru až 1 milimetr. Šířka svaru je vždy větší než hloubka svaru.
Aplikace laserového svařování
Pomocí laseru je možné svařovat různé druhy materiálů. Mezi dobře svařitelné materiály patří materiály s obsahem uhlíku do 0,22 %. Běžně lze svařovat nízkolegované a austenitické nerez oceli, hliníkové slitiny, hořčíkové slitiny, titanové slitiny, měděné slitiny a niklové slitiny. Lasery mají uplatnění i při svařování plastů a kompozitů.
Velkým přínosem laserového svařování jsou vysoké procesní rychlosti, které svoje uplatnění najdou hlavně ve velkosériové výrobě. Laserové svařování se také používá při kusové výrobě. V obou případech vzniká přesný a kvalitní svar bez trhlin, nečistot a pórů. Robotické svařování se hojně využívá v dnešní době. Robotizací je zaručena vysoká přesnost a opakovatelnost. Konvenční metody svařování se často nahrazují laserovým svařováním.
Související produkty
Ruční laserová svářečka LARISA ADVANCE – výkon 2,0kW s ostrým paprskem, výrazně vyšší rychlost svařování, minimální tepelná deformace, použití pro Fe, SS, Al,..
Ruční laserová svářečka LARISA PLUS – výkon 1,5kW s ostrým paprskem, výrazně vyšší rychlost svařování, minimální tepelná deformace, použití pro Fe, SS, Al,..
Ruční laserová svářečka LARISA – výkon 1,5kW, výrazně vyšší rychlost svařování, minimální tepelná deformace, použití pro Fe, SS, Al,..
Specialisté na svářecí techniku a automatizaci
Společnost ARC-H Welding s.r.o. se specializuje na prodej a servis svářecí techniky, automatizovaného řezání a svařování, indukční předehřevy, ruční a strojní plasmové řezání, svařovací stoly, upínací technika, odsávací a filtrační systémy, zařízení pro tepelné zpracování, přídavné materiály, svařovací dráty, ochranné pomůcky a mnoho dalšího.